介紹
當你開始使用3D列印軟體時,切片軟體會丟給你很多新術語:填充率、層高、壁厚循環、支撐、線寬等等。理解這些設定是獲得堅固、乾淨、不浪費時間和耗材的列印件的第一步。
層高——列印的“解析度”
它是什麼
層高是指每一層列印層堆疊在前一層之上的厚度,例如 0.12 毫米、0.2 毫米或 0.28 毫米。它通常被稱為列印件的“垂直解析度”。
它如何影響您的列印
-
較小的層高(例如 0.1–0.16 毫米):
-
較大的層高(例如 0.24–0.3 毫米):
初學者經驗法則
例如:日常零件使用 0.2 毫米,精細縮放模型使用 0.1-0.16 毫米,而當你只是需要快速製作一些東西並且不在乎可見的線條時,則使用 0.24-0.28 毫米。
線寬-每條塑膠線的粗細
它是什麼
線寬(有時稱為擠出寬度)是指每條列印線材的寬度,通常比噴嘴尺寸略寬。
它如何影響您的列印
-
較粗的線條(例如,使用 0.4 毫米噴嘴時,線條粗 0.45–0.5 毫米):
-
較細的線條(更接近噴嘴直徑):
-
細節更精細,但對擠出不足或線條間的縫隙更敏感。
-
初學者經驗法則
-
保持線寬與噴嘴直徑相近或略大一些(例如,對於 0.4 毫米的噴嘴,線寬為 0.4-0.48 毫米)。
-
在您熟悉基本設定之前,請勿變更此設定。
牆壁和牆環-模型的外殼
它們是什麼
牆(也稱為周界或牆環)是定義模型外部和內部表面的外部“外殼”線條。切片軟體會在填滿內部之前列印這些線條。
牆壁為何重要
初學者經驗法則
例如:以 3 層外殼和 25% 填充率列印的手機支架通常比以 1 層外殼和 60% 填充率列印的相同支架感覺更堅固。
填充物-零件內部的東西
它是什麼
填充是指印在零件外壁內部的結構。大多數3D列印件並非實心,而是內部填滿重複圖案的外殼,這樣可以節省材料和時間。
填充過程中有兩個關鍵概念:填充密度和填充模式。
填充密度
權衡取捨
初學者經驗法則
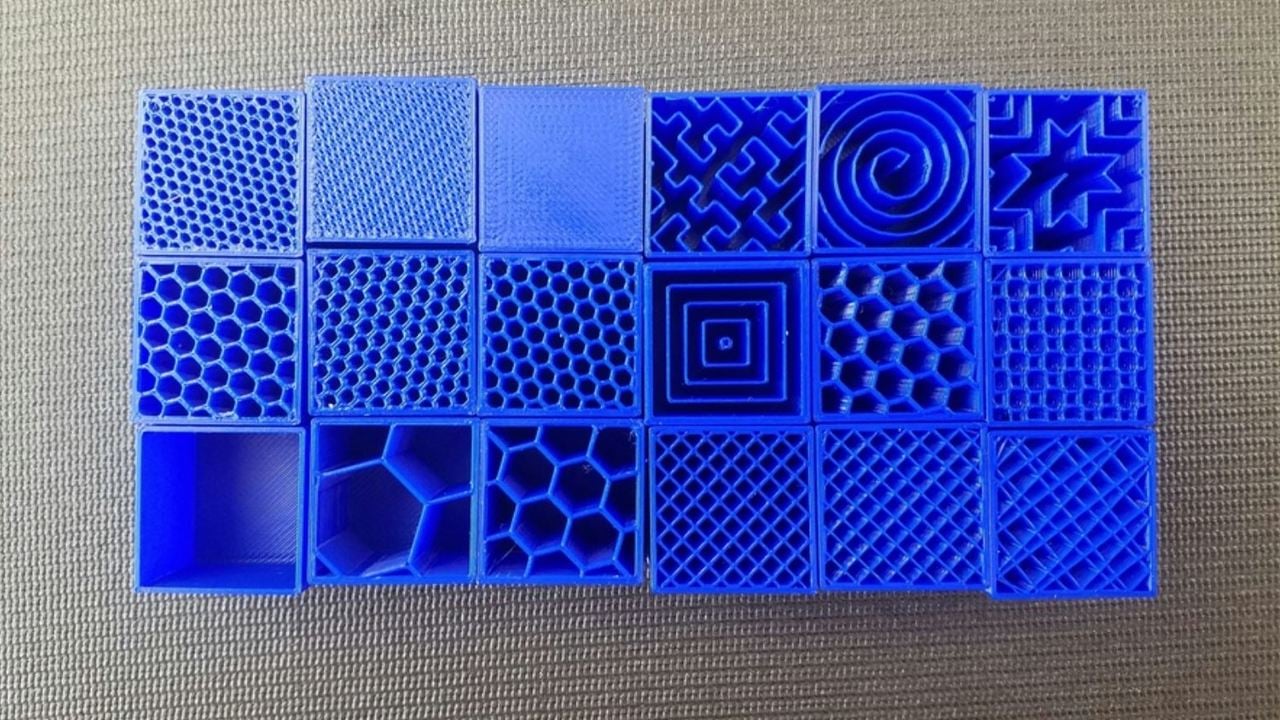
填滿圖案
填滿圖案是內部結構的形狀:線條、網格、螺旋面、蜂巢狀、三角形等。
以下是一些常見模式及其適用場景:
| 圖案 | 描述(簡述) | 何時使用 |
|---|---|---|
| 線條/直線 | 層與層之間方向交替的平行線。 | 快速列印,低至中等強度原型。 |
| 網格 | 縱橫交錯的線條構成正方形。 | 大部分路段力量和速度都保持了良好的平衡。 |
| 三角形 | 重複的三角形形狀。 | 非常堅固耐用,適合用作承重部件。 |
| 蜂巢 | 六邊形細胞,通常效率很高。 | 裝飾性和結構性部件;每根絲線強度高。 |
| 陀螺儀 | 複雜的立體曲面結構,各個方向都很堅固。 | 需具備全面強度的功能性機械部件。 |
初學者經驗法則
例如:牆上的工具架可以使用 3 層壁,25% 的螺旋填充,以抵抗拉力而不浪費耗材。
支撐結構-用於懸挑結構的臨時構築物
它們是什麼
支撐結構是臨時列印的結構,用於支撐模型中原本會「懸空」列印的部分。列印完成後,將其移除。
超過一定角度的懸垂和橋樑需要支撐,因為熔融塑膠在冷卻前會下垂。
關鍵概念
-
懸垂角度:
-
支持安置:
-
「僅接觸建造平台」創建的支撐結構從列印床上開始。
-
「無所不在」允許基於模型本身建構支援。
-
-
支撐密度:
-
密度越高,支撐力越強,底部越乾淨,但移除難度越大,列印速度越慢。
-
密度越低,越容易去除,底部越粗糙,材料越少。
-
初學者經驗法則
例如:一個手臂伸展的角色模型可能只需要在手臂和手部下方提供支撐,而不需要在整個模型下方提供支撐。
鼓勵讀者列印一個小的校準立方體或簡單的測試對象,並且一次只更改一個參數(例如填充密度或層高),以便他們可以清楚地看到每個設定在實際列印中的效果。


{kind=link}
留言
此網站已受到 hCaptcha 保護,且適用 hCaptcha 隱私政策以及服務條款。